



弯曲是最常用的管材弯曲方法,郑州铝合金拉弯根据弯曲设备的不同,贵州拉弯厂可分为手工弯曲和弯曲机弯曲两类。手动弯曲主要应用于小批量生产,不需要专门的弯曲设备,弯曲装置简单,制造成本低,铝合金拉弯厂家调整使用方便,但劳动强度大,生产率低。弯管机的弯曲根据是否有心轴可分为芯弯曲管和无芯弯曲管

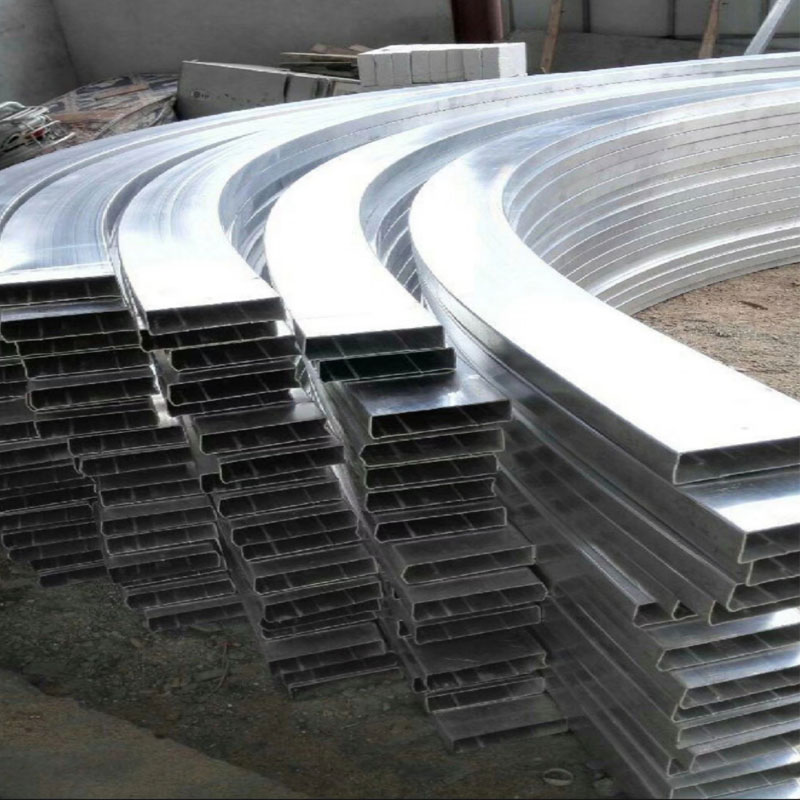
滚弯是拉弯加工的一种方法,郑州铝合金拉弯管道使用三个滚轮。中间的驱动轮是滚轮,另外两个是从动轮。通过改变驱动轮与被驱动轮之间的距离,可以实现曲率半径的弯曲。其工作原理与轧板相同。铝合金拉弯厂家这种方法适用于弯曲环形管接头,也适用于通过弯曲螺旋管接头。此外,滚弯适用于厚壁管件、大曲率半径和小半径弯管。
1、一般的拉弯设备或者工艺只能弯曲小于或等于180的工件,无法像滚弯一样一次性加工360度或者更大的弯曲角度。之所以说是一般,是因为据小编所知还有一种回转型的拉弯设备,但是很少见。2、拉弯时工件以内表面为中性层,定制铝合金拉弯其余位置全部受延展,也就是说理论上所有的拉弯件在弯曲后都会比原来的长一点。3、拉弯加工时,不论是加工什么类型的工件,肯定是需要预留料头的(因为一般情况下材料两头都会因拉弯夹紧而损伤),这点跟滚弯或者弯管很不一样。4、拉弯无法成型较小半径的工件,若成型半径较小,铝合金拉弯厂家则工件往往会出现断裂等不良现象,至于为什么会这样,可以参考上述的第二点。5、冷知识,拉弯这种工艺其实在国外应用很少,远远不如滚弯加工。

1、 启动:首先在拉弯机电房开启空调,合上拉弯机电柜总闸,按下操作台各启动开关。2、 上卷:一人使用吊机上卷,一人在操作台操作小车,协作顺利上卷,上卷时要精心操作,注意保护铝卷端面和底部不受损。3、 入带:一人操作台控制机器速度,配合另一人顺利穿带,此时主机速度应该较慢,也不可带头过长,定制铝合金拉弯过长会造成入带困难。需要注意的是,需要经常擦拭导辊和s辊辊面,保持辊面清洁,进而确保带面不受损。4、 拉弯作业:此时先放下两部小车,可以暂时关闭液压站,关闭卷筒门扣,开始调准适当的速度,适当的张力,具体张力参数,可参考拉弯工艺文件。5、 卸卷:一卷带临近结束时,逐渐调低主机转速,直到一卷带拉弯作业完成。调停机器,卸卷前,重启液压站,上升卸卷小车直到轻触铝带底部停止,按下推板推进按钮,将铝带推出,下降小车,打包用吊机吊到成品区进入后续工序。6、 停机:铝合金拉弯厂家每班工作结束后依次关闭主机放卷收卷各部分电源开关。然后清理活塞杆并检查活塞杆有无损。

如果只论质量好的话,真说不上来,跟操作者的水平,设备的层次都有关,国内现在用拉弯的比较多,国外一般都是用滚弯,很少人用拉弯,各有优势,比如在弯曲方管类型材的时候,定制铝合金拉弯如果半径过小,那么用拉弯机拉弯时,外表面会有凹陷,用滚弯机时,则内表面凹陷比较厉害。如果论工件的稳定性的话,铝合金拉弯厂家如果工件的稳定性很好的话,拉弯跟滚弯做出来的精度、稳定性都很好。

在不锈钢型材拉弯制造过程中,我们需要注意选择合适的加工参数是型材拉弯成形工艺的关键。除模具等变化相对较小的因素外,影响不锈钢型材拉弯拉弯成形质量的工艺参数包括型材拉弯过程中的拉伸力、变形量等等。生产郑州铝合金拉弯中限制不锈钢型材拉弯拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。铝合金拉弯厂家确定拉弯工艺参数首先要考虑的就是这两个方面。此外,尽量减小弹性恢复量也是选择拉弯工艺参数的重要依据之一。


