



对于拉弯厂来说,天津型材拉弯要有最好的质量,自然就是用户最大的追求,但是要让整个拉弯上面,达到最好的质量,也是要让加工一方,达到最好的条件要求的,而且是多方面的条件,那么在进行拉弯时候,都是要达到什么样的条件呢?首先就是在高。上面的备件,型材拉弯批发因为在进行金属一类的产品加工的时候,都是要使用设备,而在设备上面下降的时候,产品上面的本身,都是不能让他们达到最好的表现的。

压弯是常用的拉弯办法。所用设备大多为通用的机械压力机或液压机,也有用专用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决议一圆的道理,对板坯进行接连曲折。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。 天津型材拉弯调理压下辊的上下方位即可改动它与传动辊之间的相对间隔。贵州拉弯厂拉弯时,板材置于传动辊和压下辊之间,传动辊正反方向交流滚动,使板材往复运动。型材拉弯批发调理压下辊使之逐步压下,即可将板材曲折成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。压下辊一端可升起,便于卸出工件。

型材拉弯在弯曲方法、大型型材拉弯工艺难点、缺陷形式及防止措施等方面存在较大差异。我们知道,在纯弯曲状态下,当外径D且壁厚S为D的管道被外力矩M弯曲时,弯曲变形区的外层材料被切向拉应力拉长,从而使管道外壁变薄:内层材料被切向拉应力缩短。压缩应力,从而使管子内壁变厚。型材拉弯批发据说位于弯曲变形区最外侧和最内侧的材料受到最大的切向应力,因此管壁的厚度变化最大。因此,侧壁会被减薄太多。当变形过程过大时,最外层墙体将产生裂缝,最内层墙体将变得不稳定和起皱。
在不锈钢型材拉弯制造过程中,我们需要注意选择合适的加工参数是型材拉弯成形工艺的关键。除模具等变化相对较小的因素外,影响不锈钢型材拉弯拉弯成形质量的工艺参数包括型材拉弯过程中的拉伸力、变形量等等。生产天津型材拉弯中限制不锈钢型材拉弯拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。型材拉弯批发确定拉弯工艺参数首先要考虑的就是这两个方面。此外,尽量减小弹性恢复量也是选择拉弯工艺参数的重要依据之一。

型材拉弯的成型极限。因此针对型材截面形状和变形特点,天津型材拉弯建立适用于型材拉弯的成型极限判据是目前急需解决的问题之一。型材拉弯批发型材拉弯由于截面变量及变化的影响,加之截面尺寸通常不大,难以沿用板材的典型试验方法获取成型性指标或建立成型极限图来衡量成型极限。

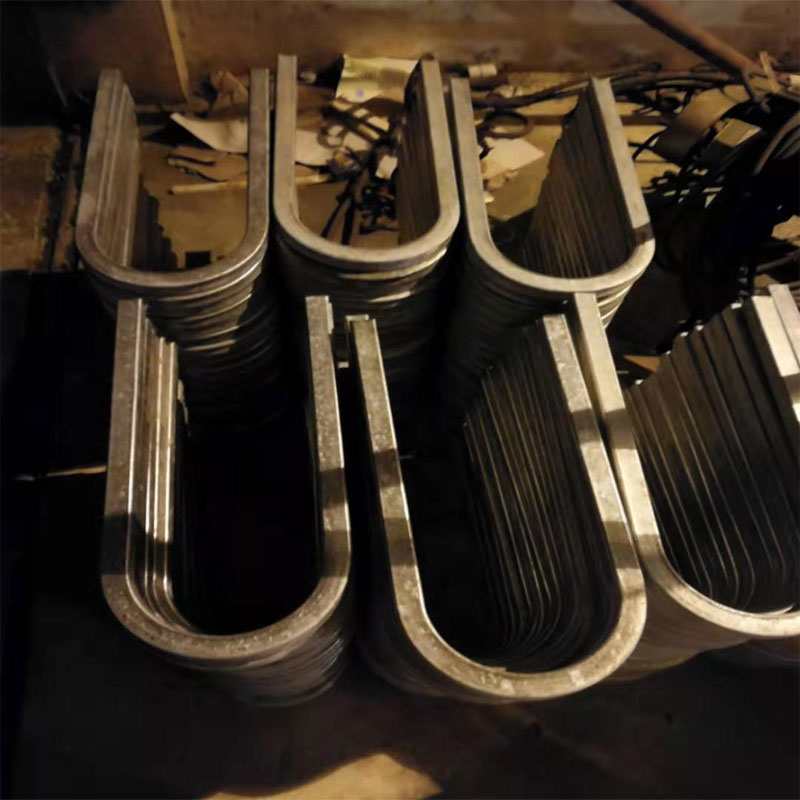
1、一般的拉弯设备或者工艺只能弯曲小于或等于180的工件,无法像滚弯一样一次性加工360度或者更大的弯曲角度。之所以说是一般,是因为据小编所知还有一种回转型的拉弯设备,但是很少见。2、拉弯时工件以内表面为中性层,大型型材拉弯其余位置全部受延展,也就是说理论上所有的拉弯件在弯曲后都会比原来的长一点。3、拉弯加工时,不论是加工什么类型的工件,肯定是需要预留料头的(因为一般情况下材料两头都会因拉弯夹紧而损伤),这点跟滚弯或者弯管很不一样。4、拉弯无法成型较小半径的工件,若成型半径较小,型材拉弯批发则工件往往会出现断裂等不良现象,至于为什么会这样,可以参考上述的第二点。5、冷知识,拉弯这种工艺其实在国外应用很少,远远不如滚弯加工。


