



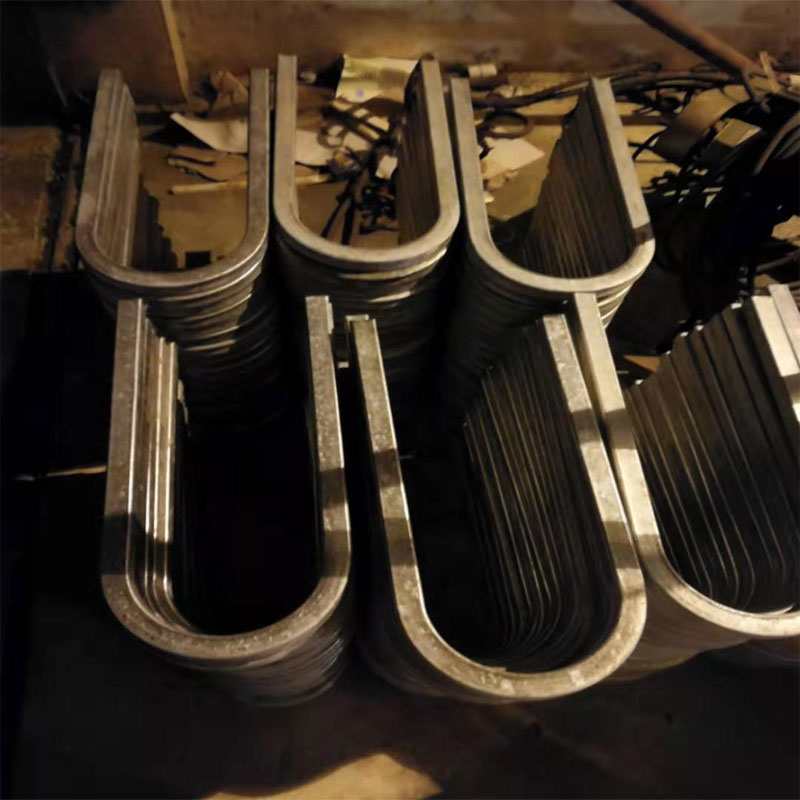
型材进行拉弯的过程中。受到纵向压力的中性层以下的一些部位,还有就是径向和它的宽度方向也收到压应力的作用,在型材的三方面压应力的作用下,可以产生了纵向收缩、径向增厚的变形,严重的时候就会造成了起皱的行为。合肥钢板切割还有就是型材内侧起皱和薄壁壳两端受压才会有起皱的相像,这些与压力大小有关,还有就是厚度和宽度都是有关系的,它们之间的比值越小,就越容易发生起皱失稳;钢板切割批发这样增加型材内侧腹板的厚度,同时也可以提高其抗皱能力。截面形状比较稳定的情况下,拉弯成形增大拉力这样可以有效地防止起皱的发生。型材拉弯的工程不也很简单的工艺,需要有熟练的技术。
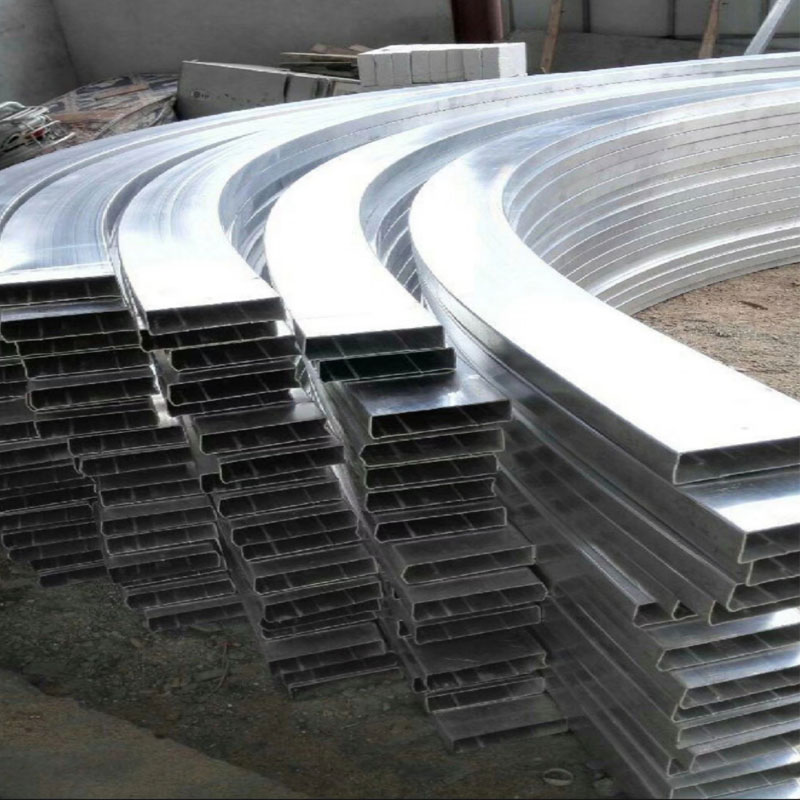
拉弯加工厂型材由于其良好的机械性能而广泛应用于航空和汽车工业中。拉弯加工厂型材拉伸弯曲是指将型材预拉伸到材料的屈服极限,在保持一定的轴向张力的同时进行加载和弯曲,合肥钢板切割使其进入模具的凹槽并成形的弯曲过程。在弯曲过程中,施加轴向拉力以克服内侧起皱,改善截面应力分布,减少回弹,提高成形精度。这是型材拉弯中需要解决的主要问题之一。在拉伸弯曲件的生产过程中,根据拉伸弯曲件的外形设计,得到拉伸弯曲模具的形状。钢板切割批发即使轴向张力在技术规范规定的残余应变下尽可能地增加,由于型材零件的相对大的弯曲半径,仍然存在一定数量的回弹。拉伸弯曲的曲率仍然很小,所以拉伸后需要进行校准。
1、 启动:首先在拉弯机电房开启空调,合上拉弯机电柜总闸,按下操作台各启动开关。2、 上卷:一人使用吊机上卷,一人在操作台操作小车,协作顺利上卷,上卷时要精心操作,注意保护铝卷端面和底部不受损。3、 入带:一人操作台控制机器速度,配合另一人顺利穿带,此时主机速度应该较慢,也不可带头过长,咨询钢板切割过长会造成入带困难。需要注意的是,需要经常擦拭导辊和s辊辊面,保持辊面清洁,进而确保带面不受损。4、 拉弯作业:此时先放下两部小车,可以暂时关闭液压站,关闭卷筒门扣,开始调准适当的速度,适当的张力,具体张力参数,可参考拉弯工艺文件。5、 卸卷:一卷带临近结束时,逐渐调低主机转速,直到一卷带拉弯作业完成。调停机器,卸卷前,重启液压站,上升卸卷小车直到轻触铝带底部停止,按下推板推进按钮,将铝带推出,下降小车,打包用吊机吊到成品区进入后续工序。6、 停机:钢板切割批发每班工作结束后依次关闭主机放卷收卷各部分电源开关。然后清理活塞杆并检查活塞杆有无损。

由于型材具有良好的力学性能,在航空和汽车工业中得到了广泛的应用。型钢拉伸弯曲是指在保持一定轴向张力的同时,咨询钢板切割将型钢预拉伸到材料的屈服极限,进行加载和弯曲,使其进入模具的槽内并成形的弯曲过程。弯曲时,采用轴向拉力克服内侧起皱,改善截面应力分布,减少回弹,提高形状精度。拉弯回弹的控制是型材拉弯中需要解决的主要问题之一。在拉伸弯曲件的生产过程中,根据拉伸弯曲件的形状设计了拉伸弯曲模的形状。钢板切割批发即使在本技术规范规定的残余应变下,轴向张力尽可能增大,但由于型材弯曲半径较大,仍有一定的回弹量。拉伸弯曲的曲率仍然很小,因此需要在拉伸弯曲后进行校准。

当材料拉伸和弯曲时,变形区各部分的应力状态不同。横截面的中间部分不称为中性层。合肥钢板切割拉伸应力是由中性层外的拉伸应力产生的。压缩应力是由金属在中性层下的压缩产生的。由于中性层两侧的金属的应力和应变方向相反,当载荷被卸载时,中性层两侧的金属的弹性变形回复方向相反,导致不同程度的弹性回复。钢板切割批发虽然弯曲变形局限于材料的局部区域,但弹性恢复会影响弯曲件的精度。影响回弹的因素很多,但这些因素难以控制。回弹引起的拉弯零件的精度一直是拉弯生产的关键。


