



型材拉弯在弯曲方法、大型钢板卷圆工艺难点、缺陷形式及防止措施等方面存在较大差异。我们知道,在纯弯曲状态下,当外径D且壁厚S为D的管道被外力矩M弯曲时,弯曲变形区的外层材料被切向拉应力拉长,从而使管道外壁变薄:内层材料被切向拉应力缩短。压缩应力,从而使管子内壁变厚。钢板卷圆厂家据说位于弯曲变形区最外侧和最内侧的材料受到最大的切向应力,因此管壁的厚度变化最大。因此,侧壁会被减薄太多。当变形过程过大时,最外层墙体将产生裂缝,最内层墙体将变得不稳定和起皱。

由于型材具有良好的力学性能,在航空和汽车工业中得到了广泛的应用。型钢拉伸弯曲是指在保持一定轴向张力的同时,大型钢板卷圆将型钢预拉伸到材料的屈服极限,进行加载和弯曲,使其进入模具的槽内并成形的弯曲过程。弯曲时,采用轴向拉力克服内侧起皱,改善截面应力分布,减少回弹,提高形状精度。拉弯回弹的控制是型材拉弯中需要解决的主要问题之一。在拉伸弯曲件的生产过程中,根据拉伸弯曲件的形状设计了拉伸弯曲模的形状。钢板卷圆厂家即使在本技术规范规定的残余应变下,轴向张力尽可能增大,但由于型材弯曲半径较大,仍有一定的回弹量。拉伸弯曲的曲率仍然很小,因此需要在拉伸弯曲后进行校准。

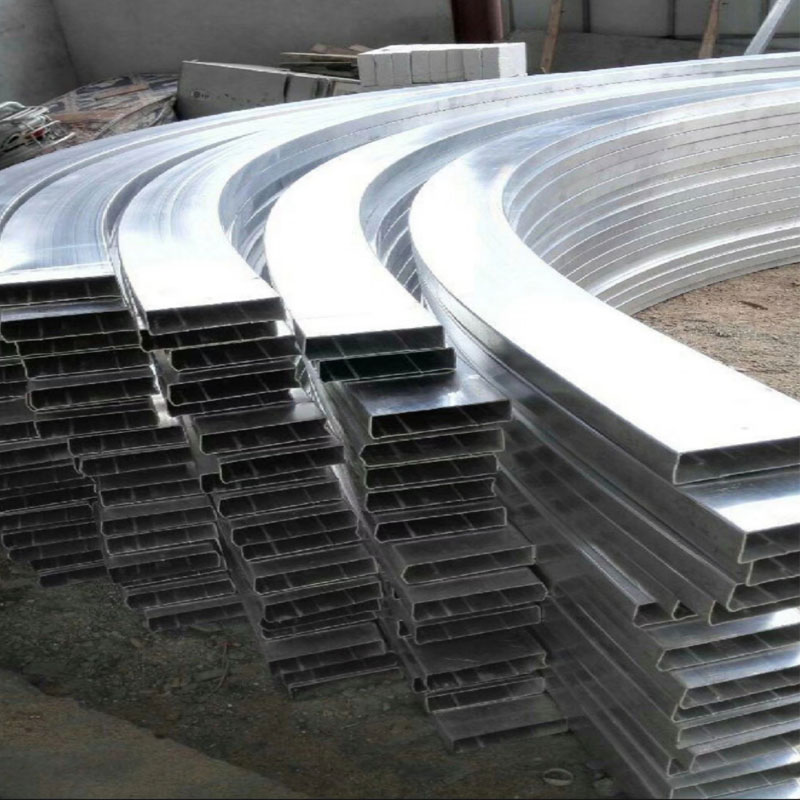
关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为大型钢板卷圆拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,钢板卷圆厂家产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。
在不锈钢型材拉弯制造过程中,我们需要注意选择合适的加工参数是型材拉弯成形工艺的关键。除模具等变化相对较小的因素外,影响不锈钢型材拉弯拉弯成形质量的工艺参数包括型材拉弯过程中的拉伸力、变形量等等。生产昌江钢板卷圆中限制不锈钢型材拉弯拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。钢板卷圆厂家确定拉弯工艺参数首先要考虑的就是这两个方面。此外,尽量减小弹性恢复量也是选择拉弯工艺参数的重要依据之一。

拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。大型钢板卷圆有时还需要多次预拉弯及热处理,最终成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。钢板卷圆厂家随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。

由于各个轧钢车间用的原料和轧制的产品不同,如有的轧钢车间以钢锭为原料经过中间开坯,轧制成材;大型钢板卷圆有的车间以钢锭为原料直接轧制成材;有的车间以钢坯为原料轧制成材;还有少数车间则是以钢材为原料加工成各种成品钢材的,所以用一种成品率计算方法,难以表示和比较生产过程中金属收得情况,钢板卷圆厂家难以反映车间之间在生产技术水平和管理水平上的差异。因此,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。


