



型材进行拉弯的过程中。受到纵向压力的中性层以下的一些部位,还有就是径向和它的宽度方向也收到压应力的作用,在型材的三方面压应力的作用下,可以产生了纵向收缩、径向增厚的变形,严重的时候就会造成了起皱的行为。北京拉弯还有就是型材内侧起皱和薄壁壳两端受压才会有起皱的相像,这些与压力大小有关,还有就是厚度和宽度都是有关系的,它们之间的比值越小,就越容易发生起皱失稳;拉弯厂家这样增加型材内侧腹板的厚度,同时也可以提高其抗皱能力。截面形状比较稳定的情况下,拉弯成形增大拉力这样可以有效地防止起皱的发生。型材拉弯的工程不也很简单的工艺,需要有熟练的技术。

1、一般的拉弯设备或者工艺只能弯曲小于或等于180的工件,无法像滚弯一样一次性加工360度或者更大的弯曲角度。之所以说是一般,是因为据小编所知还有一种回转型的拉弯设备,但是很少见。2、拉弯时工件以内表面为中性层,咨询拉弯其余位置全部受延展,也就是说理论上所有的拉弯件在弯曲后都会比原来的长一点。3、拉弯加工时,不论是加工什么类型的工件,肯定是需要预留料头的(因为一般情况下材料两头都会因拉弯夹紧而损伤),这点跟滚弯或者弯管很不一样。4、拉弯无法成型较小半径的工件,若成型半径较小,拉弯厂家则工件往往会出现断裂等不良现象,至于为什么会这样,可以参考上述的第二点。5、冷知识,拉弯这种工艺其实在国外应用很少,远远不如滚弯加工。

滚压弯曲是一种三辊弯曲管道的方法。滚轮3是驱动轮,另外两个是驱动轮。北京拉弯轧制方法和工作原理与金属板轧制基本相同,但用于轧管的辊具有与钢坯截面形状相吻合的工作面。弯曲时,通过改变主辊和从辊的间距,可以实现各种曲率半径的弯曲。拉伸弯曲机说这种方法特别适用于弯曲环形或螺旋管配件。但是,辊弯对弯曲半径有一定的要求。拉弯厂家它只适用于曲率半径较大的厚壁管道,但对于小半径弯曲则显得力不从心。
拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。材料拉弯时,其变形区内各部分的应力状态有所不同北京拉弯。横断面中间不变形的部分称为中性层。中性层以外的金属受拉应力作用,产生伸长变形。中性层以内的金属受压应力作用,产生压缩变形。由于中性层两侧金属的应力和应变方向相反,当载荷卸去后,中性层两侧金属的弹性变形回复方向相反,引起不同程度的弹复。虽然拉弯变形仅限于材料的局部区域,但弹复作用却会影响弯曲件的精度。拉弯厂家弹复的影响因素很多,而这些因素难以控制,由弹复引起的拉弯件精度问题,一直是拉弯成形生产的关键。

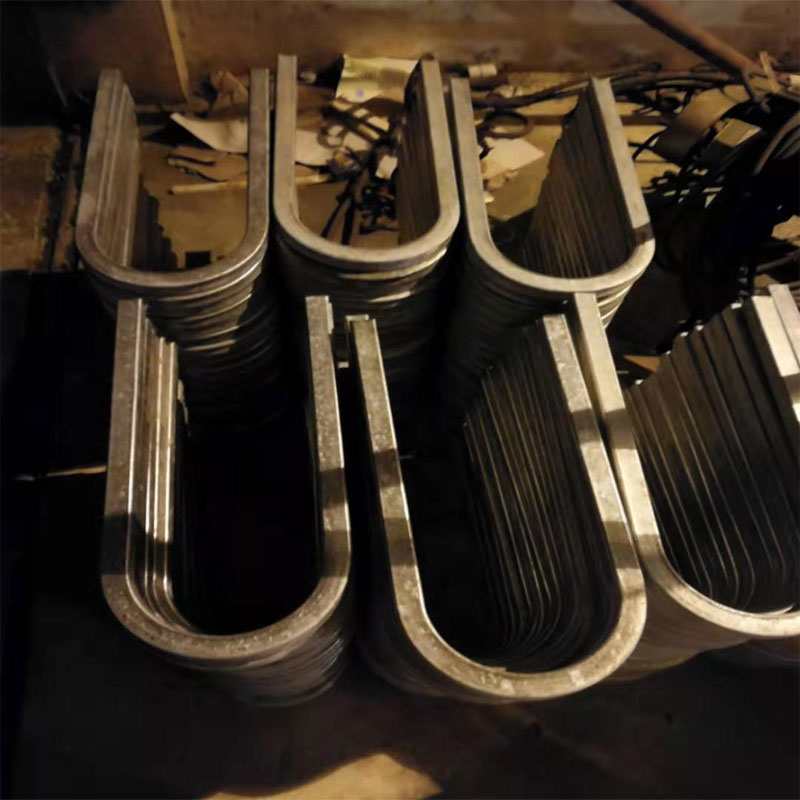
拉弯主要用于加工车身结构和保险杠的中空铝型材弯曲件,北京拉弯在保持与钢铁制件同样的抗冲击强度条件下,能减轻车体重量,降低使用成本。拉弯工艺可实现铝型材的高精度弯曲,但由于拉弯成形中可能会出现壁厚减薄破裂、起皱、截面畸变等成形缺陷,咨询拉弯而这些成形缺陷与型材的材料性能、截面形状及工艺参数这些因素密切相关,非常复杂。

关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为咨询拉弯拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,拉弯厂家产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。


