



在不锈钢型材拉弯制造过程中,我们需要注意选择合适的加工参数是型材拉弯成形工艺的关键。除模具等变化相对较小的因素外,影响不锈钢型材拉弯拉弯成形质量的工艺参数包括型材拉弯过程中的拉伸力、变形量等等。生产长春型材拉弯中限制不锈钢型材拉弯拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。型材拉弯厂家确定拉弯工艺参数首先要考虑的就是这两个方面。此外,尽量减小弹性恢复量也是选择拉弯工艺参数的重要依据之一。

关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为咨询型材拉弯拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,型材拉弯厂家产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。

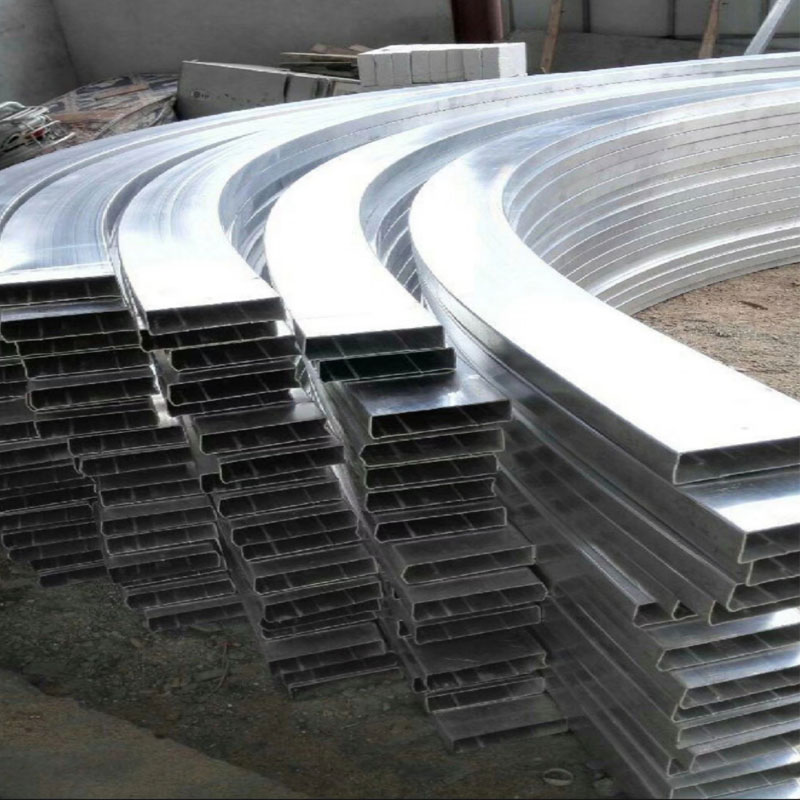
滚压弯曲是一种三辊弯曲管道的方法。滚轮3是驱动轮,另外两个是驱动轮。长春型材拉弯轧制方法和工作原理与金属板轧制基本相同,但用于轧管的辊具有与钢坯截面形状相吻合的工作面。弯曲时,通过改变主辊和从辊的间距,可以实现各种曲率半径的弯曲。拉伸弯曲机说这种方法特别适用于弯曲环形或螺旋管配件。但是,辊弯对弯曲半径有一定的要求。型材拉弯厂家它只适用于曲率半径较大的厚壁管道,但对于小半径弯曲则显得力不从心。

焊管拉弯质量的首先的条件,有些小的公司,因为他们在设备上面落后,长春型材拉弯自然在这个时候,就不能让他们在自己的本身的服务上面,有最好的质量,他们的拉弯,或者是没有自己的精度,也或者是没有最好的标准性,所以在这样的情况下,自然就不能让他们在使用时,型材拉弯厂家能让自己达到最好的使用的前提的,所以这一点上面,就是用户在使用时,能让自己来进行提高的一个重要的前提的。
型材拉弯成型模具轮廓的确定,拉弯厂的加工发展的未来趋势,咨询型材拉弯由于成型中存在截面畸变和起皱,并且沿型材长度方向不同位置的截面形状不同,变形后截面形状描述困难,卸载时的弯曲力矩M和截面惯性矩I很难求得,型材拉弯厂家因此对于回弹量计算、型材拉弯成型模具轮廓的确定,目前还没有理想的解决方法,尚有待进一步的深化研究。


